Manufacturers place great importance on the search for innovative solutions. As such, it is at the heart of our commitment to excellence.
This approach focuses on optimizing product quality, recycling co-products and effluents, and reducing the environmental footprint. It thus allows manufacturers to strengthen their competitive advantage:
Validation of a membrane process
Separation, purification and concentration of high value-added solutions
Reuse / recycling of effluent or co-product
Reduction of discharges
Reduction of operating costs
Our expertise is based on the combination of various separation techniques:
Separation on spiral membranes: Ultrafiltration, Nanofiltration, Reverse osmosis
Separation on organic and mineral tubular membranes
The first step is to determine if a solution exists that can meet the customer’s objectives.
The test protocol is determined based on our accumulated experience and simulation tools.
2- Laboratory pilot plant trials
This step is essential to validate the proposed solution on a semi-industrial scale.
Trials are performed either in our laboratories or on the manufacturer’s premises.
3- First assessments and industrial pilot tests
Following laboratory-phase validation, we offer our customers the possibility to install an industrial pilot on their site, which allows us to test the process under actual industrial operating conditions on a reduced scale.
This industrial pilot is taken from our existing inventory (see « Our Resources ») or manufactured according to the specific need.
4- Industrial phase
Our team designs the treatment/separation unit following the industrial management phase and drafts our technical-economic proposal.
As with any other project, our team then assembles and commissions the unit on-site.
Our resources
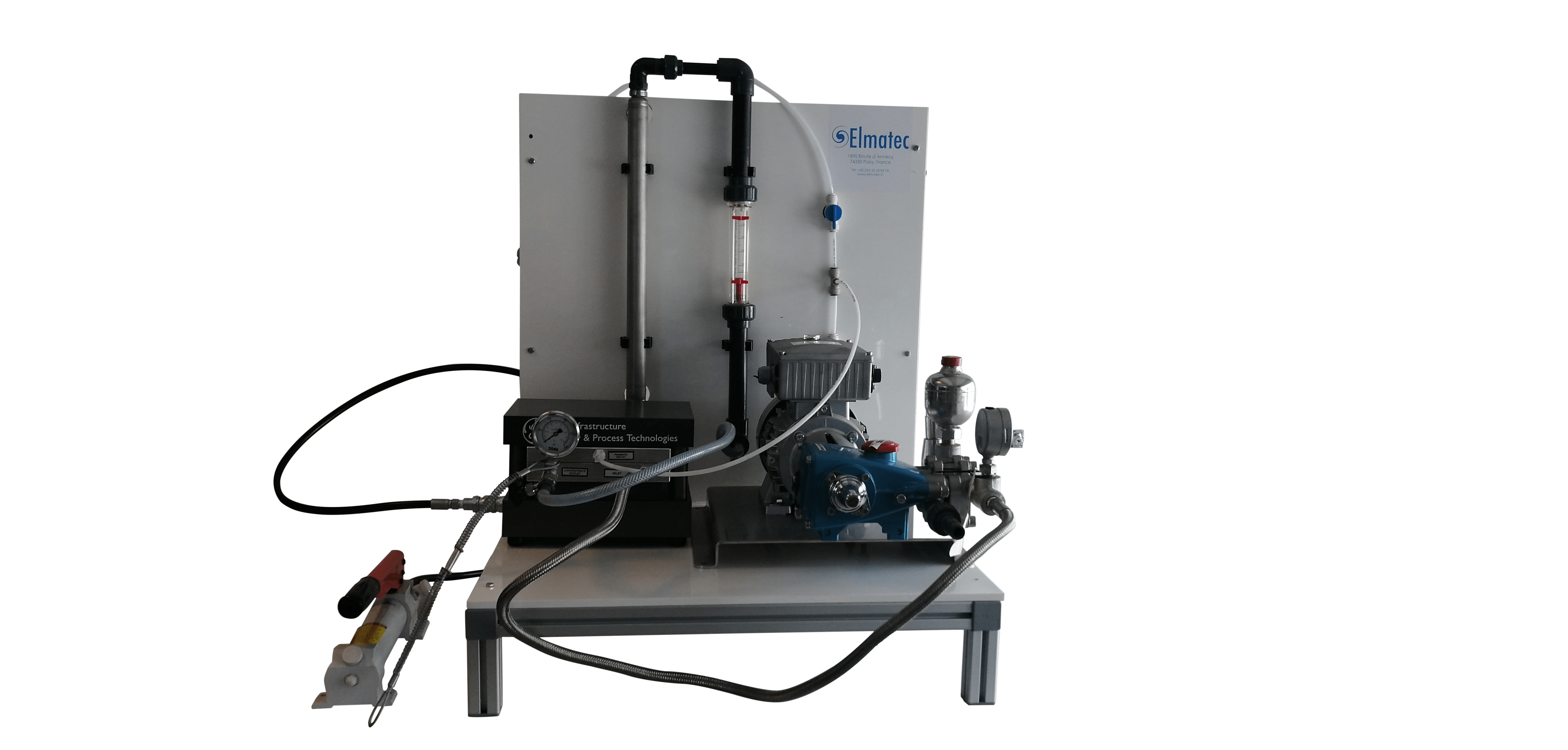
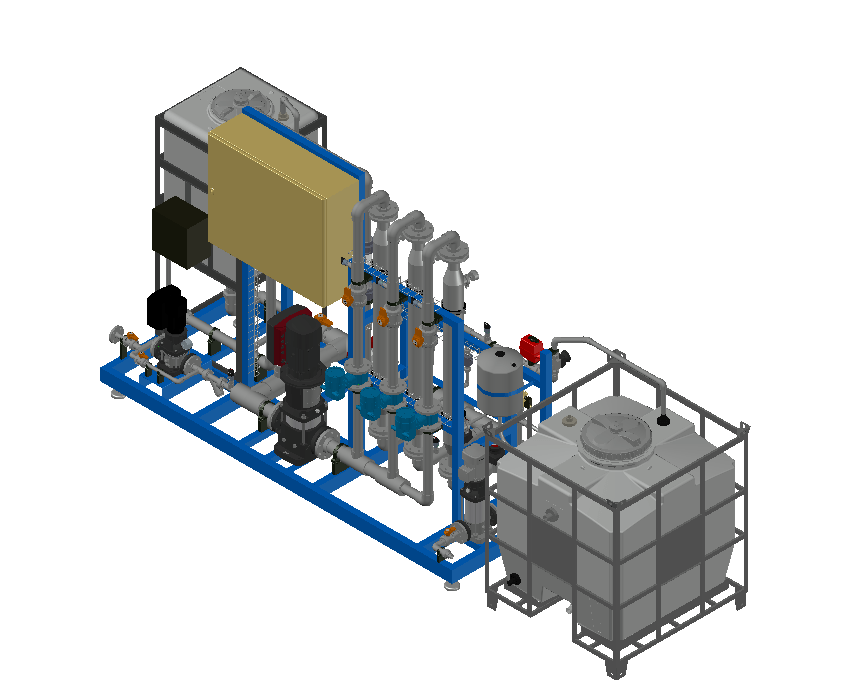
1- Pilot plants
We have a set of laboratory and industrial pilot plants at our disposal:
Spiral membrane pilot plant
Ion exchange and activated carbon pilot plant
Electrodialysis pilot plant
Flat sheet membrane pilot plant
Tubular membrane pilot plant
2- Analysis laboratory
We have analysis equipment at our disposal to monitor our tests:
Titration or electrochemical equipment: pH, chlorine, ORP, conductivity, hardness, etc.
Spectrophotometer for detecting a wide range of dissolved compounds (minerals, metals, COD, TOC, nitrogen, organic acids, etc.)
We also work with partner laboratories for microbiology/biochemistry and research of specific compounds.
Examples of our achievements
Purification of acids
Purification of hydrocarbons
Recycling of metal treatment baths
Reuse of rinsing water
Reuse of evaporation condensate
Reuse of regeneration water from ion exchange installations